-
 全國服務熱線:
全國服務熱線:
13007666588

 全國服務熱線:
全國服務熱線:
 您現在所在的位置:首頁 > 常見問題
您現在所在的位置:首頁 > 常見問題在較民送料民度的情況下,使用空氣圓盤給料機送料,其送料精度難以滿足規定要求。通過分析產生送料不準的原因,認為空氣圓盤給料機進氣不足是導致送料不準的卞要原因,從而在圓盤給料機壓軒上設置緩沖彈簧,延民了進氣時間,解決了送料精度不準的問題。
一般在常規送料長度的情況下,壓力機與之配套的圓盤給料機往往能相互配合,在送料長度方面能滿足零件精度的要求,其精度依壓力機與空氣圓盤給料機及零件精度的要求而定。但是,在沖壓大的送料長度的情況下,較難滿足零件精度的要求。在壓力機與空氣圓盤給料機均已選型并購進的情況下,在調試中遇到了上述實際問題,經分析后,采取了相應的解決措施。
圓盤給料機的結構的影響。對于大送料距離的圓盤給料機適當增大進氣孔截面A。或減小氣缸的有效面積A可保證送料長度的精度要求。但對于已定型、或已經購置了的圓盤給料機無法修改該結構參數。壓力機結構的影響。曲柄轉速及曲柄的回轉半徑均系壓力機固有的參數,可計算出降低曲柄的轉速可增加進氣時問,從而提高送料精度,但會帶來壓力機沖壓效率的下降。
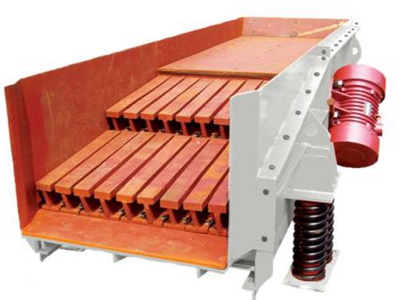
振動給料機給料精度不精準的解決對策
振動給料機進氣壓力的影響。提高供氣壓力,可提高送料精度,因此,通過實際調整振動給料機進氣壓力,由0. 4 MPa調整為0. 5 MPa,送料精度確有提高,可是經過一段時問作業,仍有超標準的半成品出現。經查,由于若干臺壓力機同時工作,氣網壓力無法保證恒定,當氣壓達不到0. 45 MPa時,便出現不合格半成品。額定沖壓力的降低;改變曲柄回轉半徑亦可改變進氣時問,但改變壓力機的結構參數對用戶而言難度較大,且不現實。
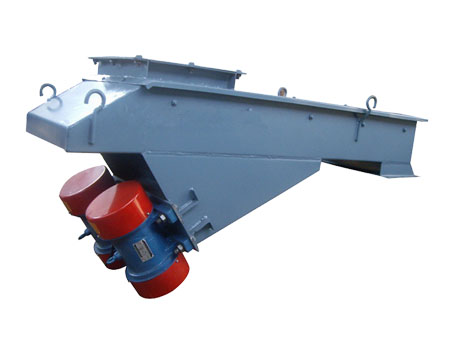
振動給料機進氣開關行程的影響。一個可調整的參數就是進氣開關行程h,從進氣開關打開到關閉這一區問,壓力機曲柄轉過了弧長,在轉過該弧長的瞬問,振動給料機完成一次進氣過程。行程h的改變可調整送料長度的精度。
根據各因素對振動給料機給料給長度精度的影響,調整行程是行之有效的方法之一。將固定在壓力機滑塊上傳動觸點由剛性接觸改為彈性接觸。將固定在壓力機滑塊上傳動觸點改制成彈簧式結構,在壓力機滑塊運行到下止點時,彈簧被壓縮距離。
由此可知:送料長度和送料精度得到有效地保證。通過改制成彈簧式結構后沖壓出的產品,再沒有長度超差的現象。
 網站地圖 |
XML |
SITETXT
網站地圖 |
XML |
SITETXT新鄉市海鑫振動機械有限公司是一家專業生產銷售新鄉振動給料機,直線振動給料機,YZO振動電機,YZS振動電機, mzg振動給料機,電機振動給料機批發商,提供振動給料機哪家好,振動給料機電機型號,電機振動給料機價格,電機振動給料機操作